CNC EDM-bewerking
Sacher biedt uitgebreide diensten aan op het gebied van CNC-elektrische ontladingsbewerking, d.w.z. met behulp van gespecialiseerde machines, uitgerust met microcomputers die geïntegreerd zijn in het besturingsgedeelte van deze apparaten. Het hele bewerkingsproces is computergestuurd en vereist geen manuele tussenkomst van de operator. Het resultaat is dat het bewerkingsproces veel efficiënter en effectiever is dan de bewerking met conventionele methoden.
CNC ED-bewerking garandeert een uitstekende flexibiliteit tijdens het hele productieproces, wat zich onder andere uit in de gemakkelijke mogelijkheid om een grote verscheidenheid van werkstukken te vervaardigen. De technologie verkort ook aanzienlijk de duur van het produktieproces, wat zich vertaalt in besparingen in zowel tijd als materiaal. Daardoor worden de kosten voor de vervaardiging en de bewerking van afzonderlijke onderdelen geoptimaliseerd. Het proces dat met de CNC methode wordt uitgevoerd, wordt economischer en efficiënter.
Machinale bewerking met elektrische ontladingen - toepassingen en voordelen
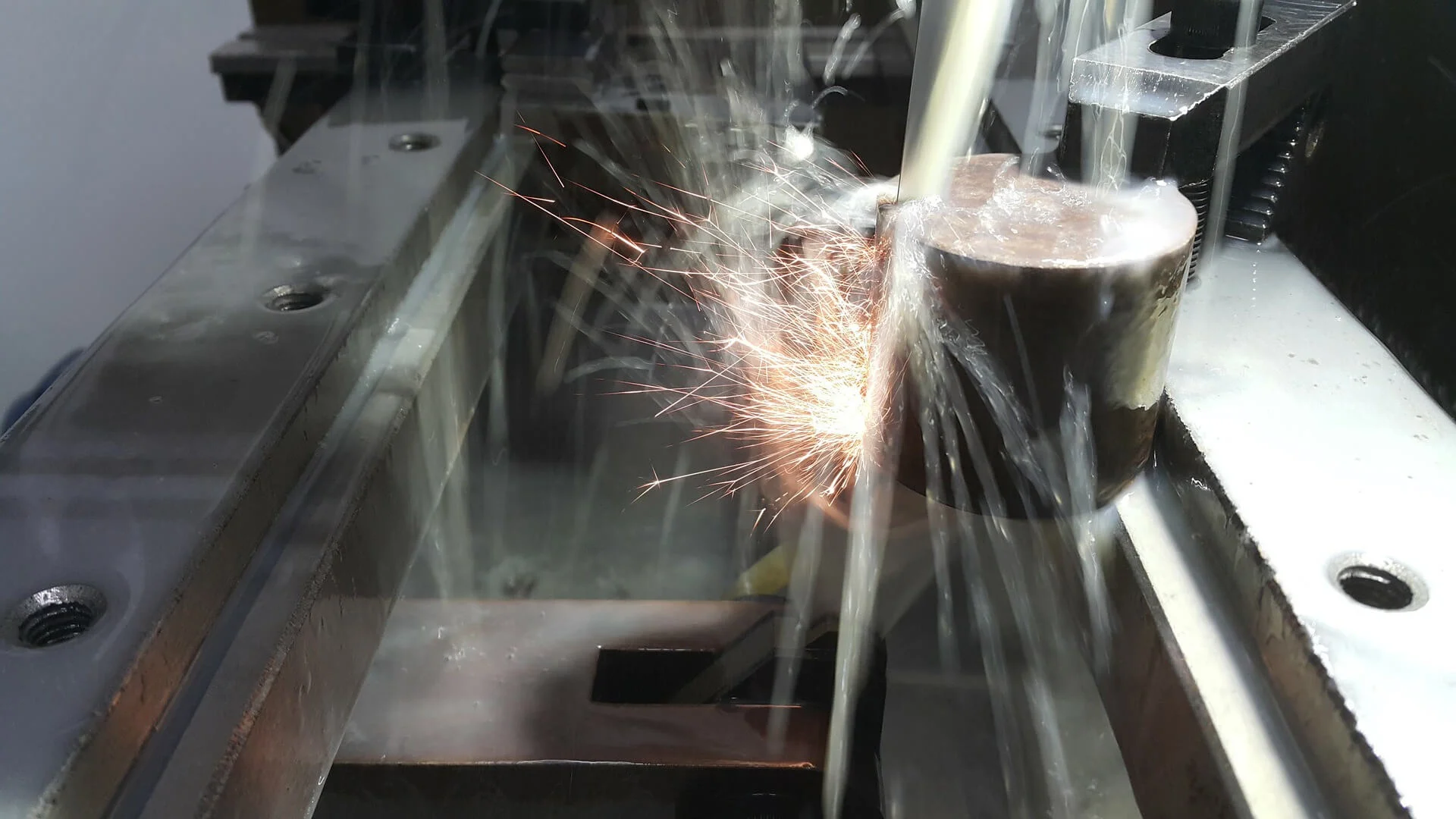
Het bewerken met elektrische ontlading wordt veel gebruikt in de industrie. Het maakt de bewerking van zeer harde materialen mogelijk, ook van moeilijk te bewerken materialen zoals gesinterde carbiden en geharde staalsoorten. Het EDM-proces wordt aanbevolen voor matrijzen en mallen. De produktie van deze onderdelen moet met uiterste precisie gebeuren wegens de aanwezigheid van bijzonder veeleisende ontwerp-punten zoals diepe ribben, smalle gleuven, scherpe inwendige hoeken of andere complexe vormen. ED-bewerking is in dergelijke gevallen onvervangbaar.
Bovendien kan met EDM een superieure nauwkeurigheid, een uitstekende oppervlakte-integriteit en een zeer fijne afwerking van het oppervlak worden bereikt, zodat polijsten en andere secundaire processen niet of veel minder nodig zijn. Bovendien kunnen met dit procédé zeer complexe vormen en kleine onderdelen worden vervaardigd die met andere methoden en gereedschappen moeilijk te vervaardigen zouden zijn. Elektro-erosie maakt het ook mogelijk om uitstekende oppervlaktekwaliteiten te bereiken, uitstekend afgewerkte tapse gaten en gaten met een zeer kleine diameter.