Electrical Discharge Machining (EDM) – Precision and Machining of Complex Shapes
Electrical discharge machining (EDM) is a modern machining method that uses electrical erosion to process industrial parts. It relies on generating an electric field between the electrode and the workpiece, allowing controlled removal of excess material through electric discharges. Thanks to this, EDM is ideal for the most demanding projects requiring high precision and the ability to machine complex features in hard materials such as tool steels and cemented carbides.


Key Advantages of Electrical Discharge Machining (EDM)

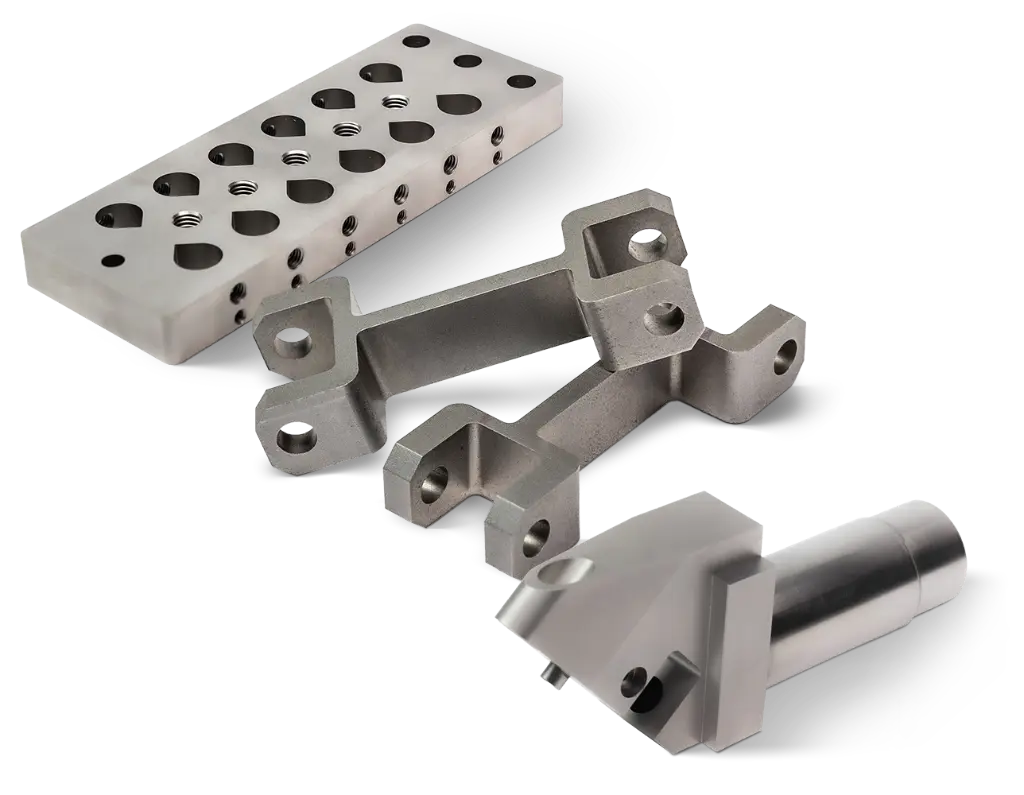
Capability to Machine Difficult-to-Cut Materials Thanks to the phenomenon of electrical erosion, EDM is ideal for cutting and shaping hard materials, including cemented carbides.
High Precision and Repeatability
The electric discharge controls material removal point by point, enabling highly accurate results without excessive tool wear.
Machining of Complex Shapes
Both wire EDM and sinker EDM enable machining of complex features that would be difficult or even impossible to achieve with traditional machining methods.
Brak wpływu mechanicznegoNo Mechanical Impact
Since the process is based on generating an electric field, there is no mechanical pressure between the tool and the material. This prevents deformation of thin or delicate parts.
Wide Range of Applications
This method is effective for manufacturing injection molds, gears, and other parts where high precision is required, as well as machining areas inaccessible to traditional methods.


What exactly does the wire EDM process involve?
Wire EDM uses wire-shaped electrodes that cut material through electric discharges. This allows for precise cutting of materials with complex contours (e.g., curved profiles) while maintaining high accuracy.
Is EDM effective only for producing new parts?
No, the application of EDM also includes tool refurbishment and repair of damaged molds, which extends their lifespan and reduces costs.
What materials can be machined using EDM?
EDM is mainly used for difficult-to-machine materials such as tool steel, cemented carbides, and titanium alloys. The process requires low mechanical forces, making it suitable for parts sensitive to deformation.
Does sinker EDM differ from wire EDM in terms of precision?
Both methods offer high precision; however, sinker EDM is typically used for creating pockets and grooves in parts (e.g., injection molds), while wire EDM allows for cutting external contours with very complex geometry.