Usinage par électroérosion CNC
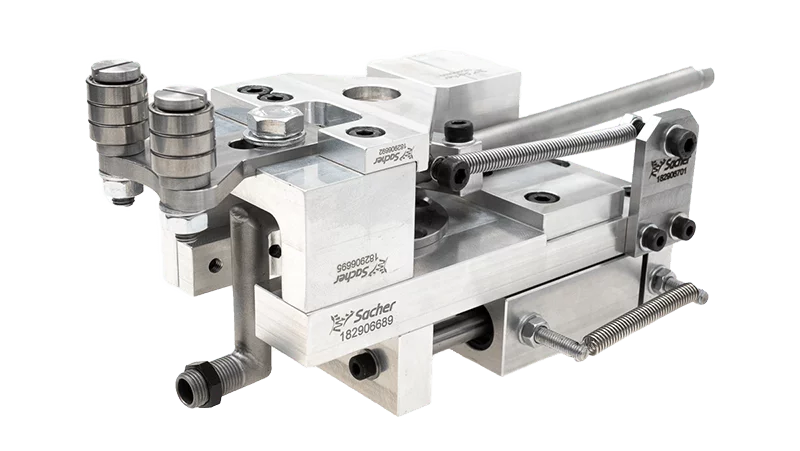
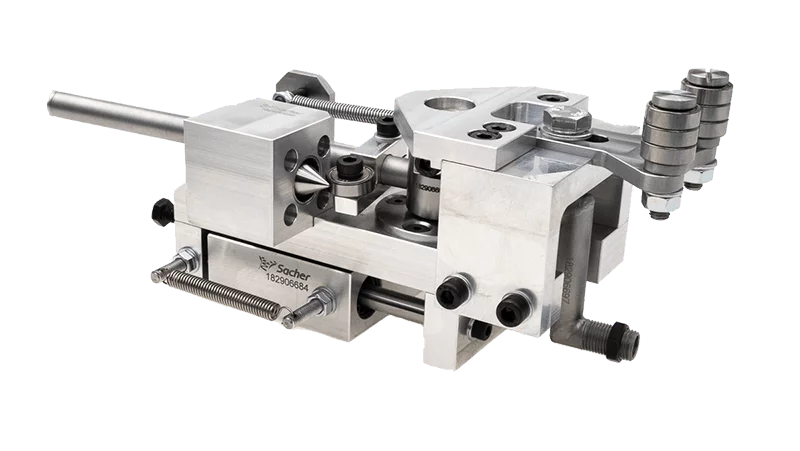
La société Sacher propose une gamme complète des services d’usinage par électroérosion CNC pour lesquels elle utilise des machines spécialisées dotées de micro-ordinateurs intégrés avec les unités de commande de ces appareils. Le procédé d’usinage est commandé par ordinateur sans implication de l’opérateur. Cela rend ce procédé plus performant et plus efficace par rapport à un usinage assuré avec des méthodes conventionnelles.
L’usinage par électroérosion CNC garantit une excellente flexibilité du processus de fabrication tout entier ce qui permet entre autres de fabriquer les différents types d’objets. Grâce à cette technologie, le processus de fabrication est significativement moins long ce qui contribue à l’économie du temps et du matériaux. Cela permet l’optimisation des coûts de la fabrication et de l’usinage des différents éléments. Un processus utilisant la méthode CNC devient donc moins cher et plus performant.
Usinage par électroérosion – applications et avantages
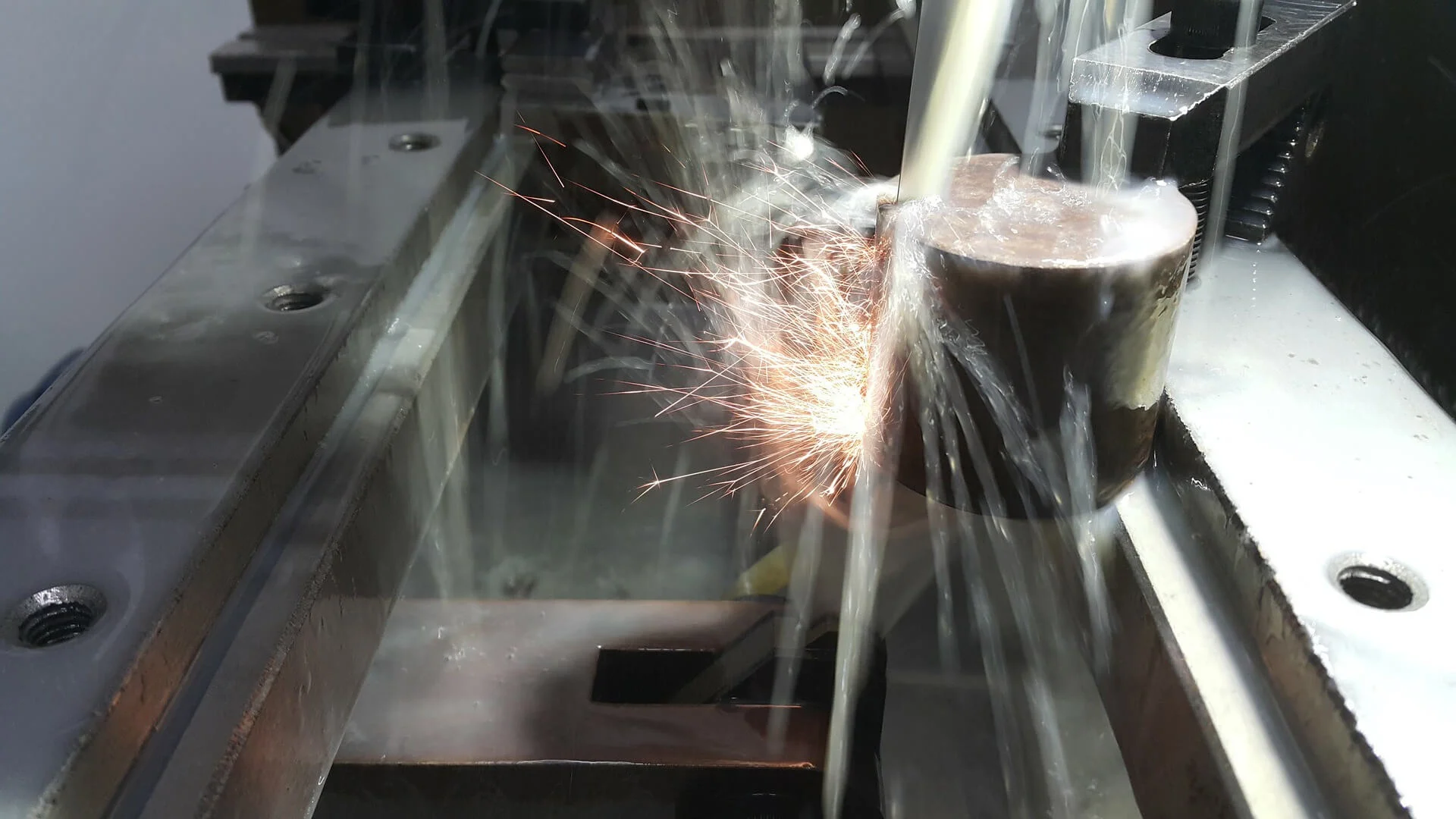
L’électroérosion est communément utilisée dans l’industrie. Ce procédé permet le travail des matériaux très durs, y compris des matières dont l’usinage est difficile tels que les carbures cémentés ou les aciers trempés. Le procédé EDM est conseillé pour les matrices et les moules. Ces éléments nécessitent une précision particulière à cause des éléments de leur structure exceptionnellement fragiles tels que des lamelles profondes, des fentes étroites, des coins intérieurs pointus ou d’autres formes compliquées. L’usinage par électroérosion est dans ce cas irremplaçable.
En plus, grâce à la précision la plus élevée de l’usinage EDM, à une parfaite intégralité de la surface et à un très bon niveau de sa finition, vous éliminez ou réduisez au minimum le polissage et d’autres processus secondaires. Ce procédé permet par ailleurs de réaliser des formes très compliquées et des éléments de petite taille difficiles à réaliser avec d’autres méthodes et outils. L’électroérosion, c’est également une excellente finition de la surface, des trous coniques et des trous très fins.