Elektrodrążenie – precyzja i obróbka
skomplikowanych kształtów
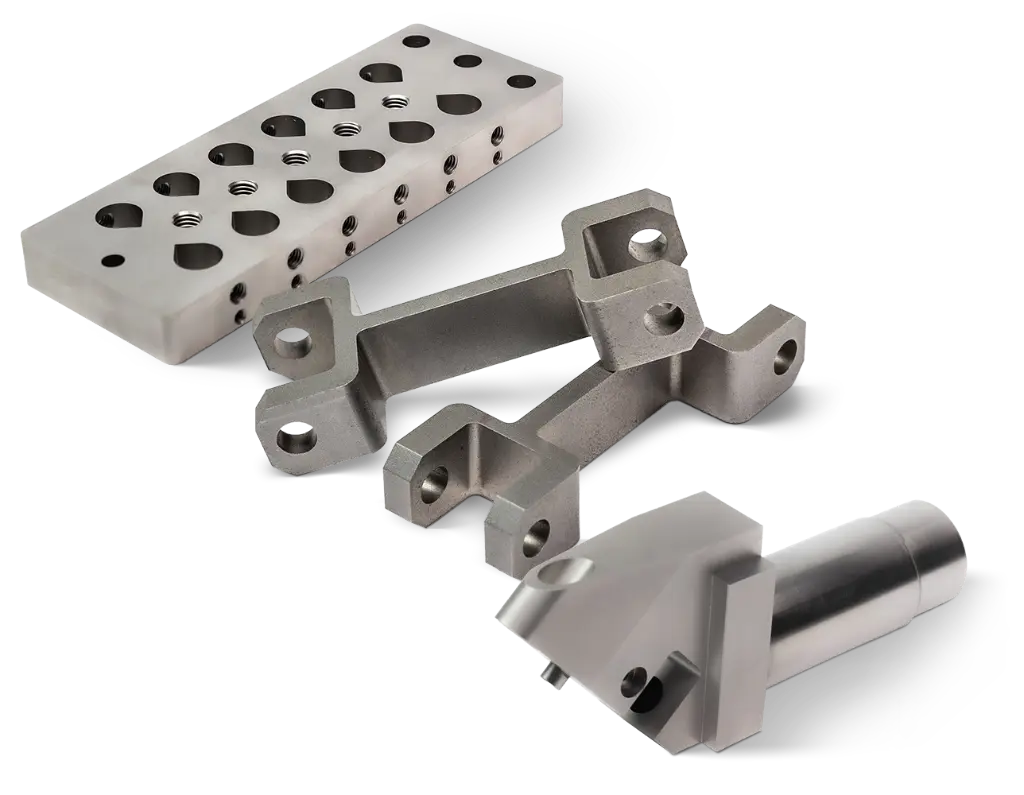
Elektrodrążenie to nowoczesna metoda obróbki wykorzystująca zjawisko erozji elektrycznej w procesie obróbki części przemysłowych. Polega na reakcji wytworzenia pola elektrycznego między elektrodą a obrabianym przedmiotem, co umożliwia kontrolowane usuwanie naddatku materiału poprzez wyładowanie elektryczne. Dzięki temu elektrodrążenie doskonale sprawdza się przy najbardziej wymagających projektów, gdzie konieczne jest zachowanie wysokiej precyzji oraz możliwość obróbki skomplikowanych fragmentów w twardych materiałach, takich jak stale narzędziowe czy węgliki spiekane.


Kluczowe atuty elektrodrążenia

Możliwość obróbki materiałów trudnoskrawalnych
Dzięki zjawisku erozji elektrycznej elektrodrążenie idealnie nadaje się do cięcia i kształtowania twardych materiałów, w tym węglików spiekanych.
Wysoka precyzja i powtarzalność
Wyładowanie elektryczne kontroluje ubytek materiału punkt po punkcie, co umożliwia osiągnięcie bardzo dokładnych rezultatów bez nadmiernego zużycia narzędzi.
Obróbka skomplikowanych kształtów
Zarówno elektrodrążenie drutowe, jak i wgłębne zapewniają możliwość obróbki skomplikowanych fragmentów, w których tradycyjna obróbka byłaby utrudniona lub wręcz niemożliwa.
Brak wpływu mechanicznego
Ponieważ proces bazuje na reakcji wytworzenia pola elektrycznego, nie dochodzi do mechanicznego docisku między narzędziem a materiałem. Zapobiega to deformacjom cienkich czy delikatnych części.
Wielorakie zastosowanie
Metoda ta sprawdza się przy tworzeniu form wtryskowych, kół zębatych i innych detali, gdzie wymagana jest wysoka precyzja i możliwość zastosowania elektrodrążenia w obszarach niedostępnych dla tradycyjnej obróbki.


Na czym dokładnie polega proces elektrodrążenia drutowego?
Elektrodrążenie drutowe wykorzystuje elektrody w formie drutu, który tnie materiał przy pomocy wyładowań elektrycznych. Dzięki temu cięcie materiałów o skomplikowanych zarysach (np. profile łukowe) jest możliwe z zachowaniem wysokiej precyzji.
Czy elektrodrążenie sprawdza się tylko w produkcji nowych elementów?
Nie, możliwość zastosowania elektrodrążenia obejmuje także regeneracji narzędzi i naprawę uszkodzonych form, co pozwala na wydłużenie ich żywotności oraz redukcję kosztów.
Jakie materiały można obrabiać metodą elektrodrążenia?
Elektrodrążenie stosuje się głównie do materiałów trudnoskrawalnych, takich jak stal narzędziowa, węgliki spiekaneczy stopy tytanu. Proces nie wymaga dużych sił mechanicznych, więc nadaje się do elementów wrażliwych na odkształcenia.
Czy elektrodrążenie wgłębne różni się od obróbki drutowej pod względem precyzji?
Obie metody zapewniają wysoką precyzję, jednak elektrodrążenie wgłębne jest zwykle wykorzystywane do tworzenia kieszeni i żłobień w detalu (np. formy wtryskowe), podczas gdy drutowe pozwala na wycinanie konturów zewnętrznych o bardzo złożonej geometrii.