Funkenerosion (EDM) – Präzision und Bearbeitung komplexer Formen
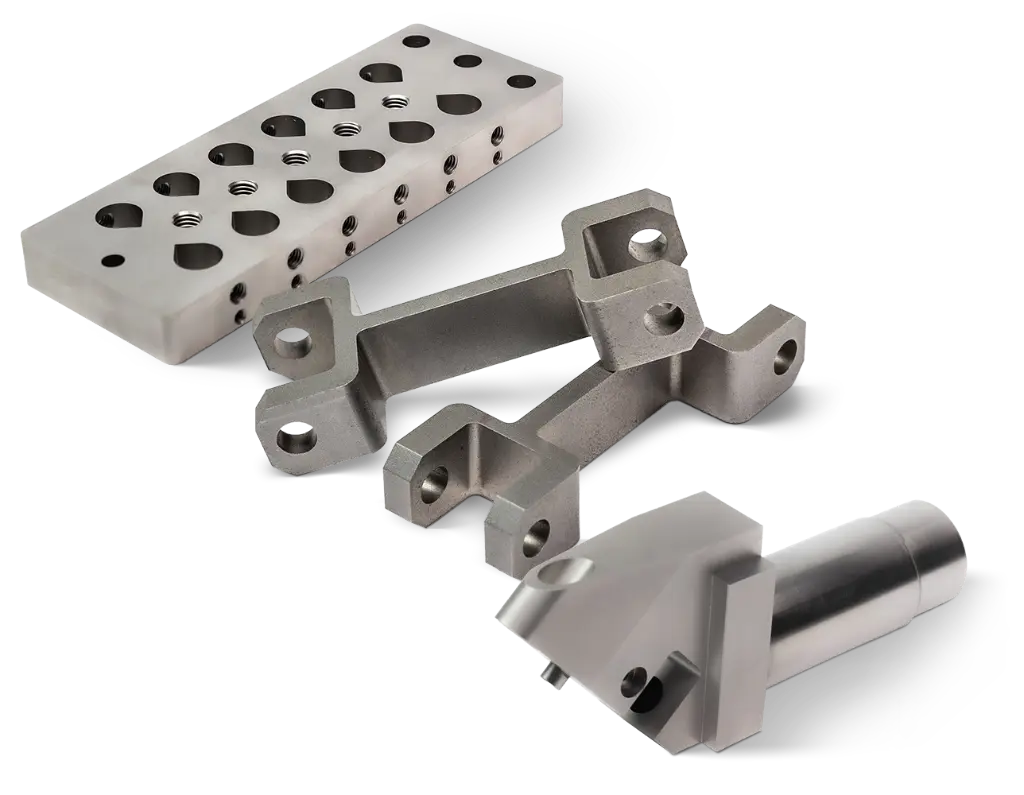
Funkenerosion (EDM) ist ein modernes Bearbeitungsverfahren, das elektrische Erosion zur Bearbeitung von Industrieteilen nutzt. Dabei wird ein elektrisches Feld zwischen Elektrode und Werkstück erzeugt, das durch kontrollierte elektrische Entladungen überschüssiges Material abträgt. Dadurch eignet sich EDM besonders für anspruchsvolle Projekte, die hohe Präzision und die Bearbeitung komplexer Geometrien in harten Werkstoffen wie Werkzeugstählen und Hartmetallen erfordern.


Wesentliche Vorteile der Funkenerosion (EDM)

Bearbeitung schwer zerspanbarer Materialien Dank des Prinzips der elektrischen Erosion eignet sich EDM ideal zum Schneiden und Formen harter Werkstoffe, einschließlich Hartmetallen.
Hohe Präzision und Wiederholgenauigkeit
Die punktgenaue Steuerung der Materialabtragung durch elektrische Entladungen ermöglicht sehr genaue Ergebnisse bei geringem Werkzeugverschleiß.
Bearbeitung komplexer Formen
Sowohl Drahterodieren als auch Senkerodieren erlauben die Fertigung komplexer Geometrien, die mit herkömmlichen Verfahren schwer oder gar nicht realisierbar wären.
Brak wpływu mechanicznegoKein mechanischer Einfluss
Da der Prozess auf der Erzeugung eines elektrischen Feldes basiert, wirken keine mechanischen Kräfte zwischen Werkzeug und Werkstück, was Verformungen empfindlicher oder dünner Bauteile verhindert.
Breites Anwendungsspektrum
Diese Methode eignet sich zur Herstellung von Spritzgussformen, Zahnrädern und anderen hochpräzisen Bauteilen sowie für Bereiche, die mit traditionellen Verfahren schwer zugänglich sind.


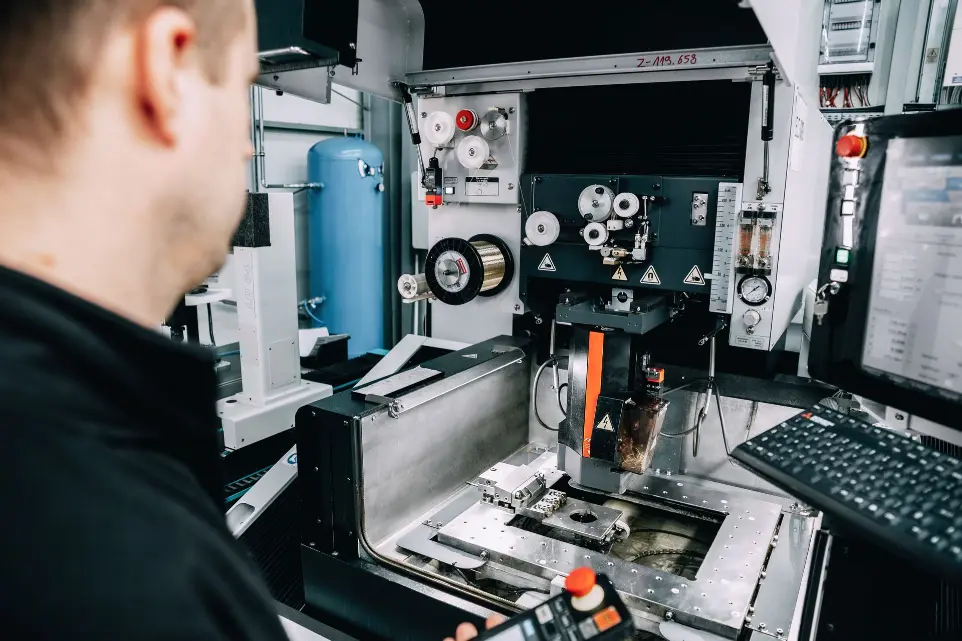
Woraus besteht genau der Drahterodierprozess?
Beim Drahterodieren kommen drahtförmige Elektroden zum Einsatz, die das Material mittels elektrischer Entladungen schneiden. Dadurch lassen sich Materialien mit komplexen Konturen (z. B. gebogene Profile) präzise und mit hoher Genauigkeit bearbeiten.
Ist EDM nur für die Herstellung neuer Teile geeignet?
Nein, EDM wird auch zur Aufarbeitung und Reparatur beschädigter Werkzeuge und Formen eingesetzt, wodurch deren Lebensdauer verlängert und Kosten gesenkt werden.
Welche Materialien können mit EDM bearbeitet werden?
EDM wird hauptsächlich für schwer zerspanbare Werkstoffe wie Werkzeugstahl, Hartmetalle und Titanlegierungen eingesetzt. Da der Prozess mit geringen mechanischen Kräften arbeitet, eignet er sich besonders für verformungsempfindliche Bauteile.
Unterscheidet sich das Senkerodieren vom Drahterodieren in Bezug auf die Präzision?
Beide Verfahren bieten hohe Präzision. Senkerodieren wird meist zum Herstellen von Taschen und Nuten in Bauteilen (z. B. Spritzgussformen) eingesetzt, während Drahterodieren das Schneiden äußerer Konturen mit sehr komplexer Geometrie ermöglicht.